





















- Tootevalik
- Tootevalik
- Süsteemide liigid
- New! System KAN-therm ultraLINE
- System KAN-therm Push
- System KAN-therm ultraPRESS
- System KAN-therm PP
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm Football
- KAN-therm Roostevaba kollektorid InoxFlow
- KAN-therm Paigalduskapid Slim&Slim+
- Torusüsteemide liigid
- Kalkulaatorid
- KAN-therm automaatika
- Lae alla
- Kvaliteedigarantii
- Teostused
- Meist
- Kontakt







1. Torude lõikamine

2. Toruäärte töötlus

3. Kontroll

4. Toru ja liitmiku paigaldamine

5. Toru liitmikku sisestamise sügavuse markeering


7. 42-108 mm diameetriga liitmike pressimine. Tööriistade ettevalmistamine
8. . Kui lõuad on õigel viisil liitmikule paigutatud, on nad valmis presstööriistaga ühendamiseks.

9. ultraPRESStööriista ühilduvus lõugadega

10. ultraPRESSimine
Ühendustehnoloogia
Süsteemi KAN-therm Copper paigaldamine põhineb M-pressprofiiliga pressühendustehnoloogial. Selle eelised:
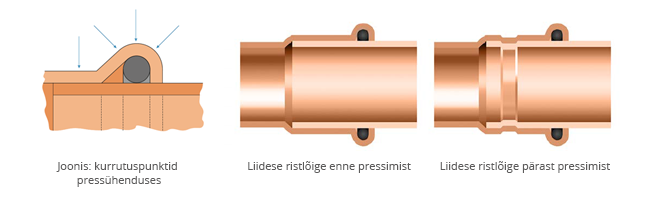
- saavutatakse kolme punktiga surve rõngastihendi abil, mis tagab tihendi nõuetekohase deformeerumise ja torupinna vastas püsimise,
- täielik sulgemine, mille korral rõngastihendi fikseerimiseks surutakse liitmiku serv torupinna vastu: see takistab mustuse tungimist ühenduse sisse, tagab tihendi loomuliku mehaanilise kaitse ja liitekoha mehaanilise tugevdamise,
- tihendi seisukorra kontrollimine rõngastihendi pesa kuju järgi liitmiku serva lähedal.
Liitmike ehitus
1. Torude lõikamine
Lõigake toru selle telje suhtes risti, kasutades rull-lõikurit (lõige peab olema lõplik ilma lõigatud toruosade mahamurdmiseta). Lubatud on kasutada teisi tööriistu tingimusel, et lõige on telje suhtes risti ja et lõike ääred ei ole kahjustatud (murdumine, materjalikadu ja muud toru ristlõike deformatsioonid). Keelatud on kasutada tööriistu, mis tekitavad suures koguses kuumust, nt leegiheitjad, nurgalihvijad jne
2. Toruäärte töötlus
Kasutage käsifaasilõikurit (76,1 -108 mm läbimõõdu puhul: poolümar viil), rihveldage lõigatud toru ots seestpoolt välja ja eemaldage mis tahes metallipuru, mis võib O-rõngastihendi paigalduse käigus kahjustuda.
3. Kontroll
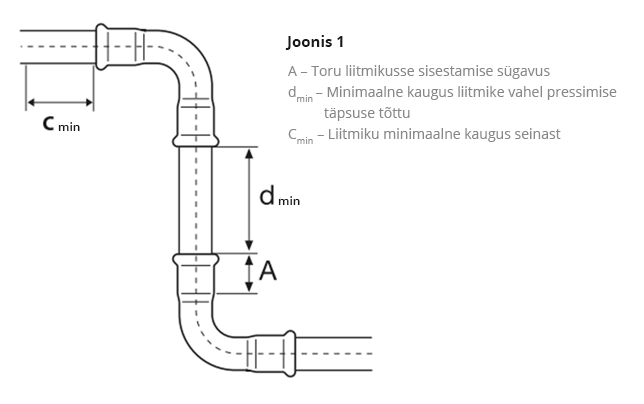
Enne paigaldamist tuleb visuaalselt kontrollida, et O-rõngaid liitmikus visuaalselt kontrollida kahjustuste ning saastumise kohta (metallipuru või muud teravad objektid), mis võivad O-rõngaid kahjustada toru sisestamisel. Samuti on vaja veenduda, et kaugus lähedalpaiknevate liitmike vahel ei oleks väiksem kui lubatud dmin väärtus.
4. Toru ja liitmiku paigaldamine
Enne pressimist tuleb toru sisestada liitmikku ettenähtud sügavusele (lubatud on kergelt pöörav liikumine). Õlide, rasvade ja määrete kasutamine toru sisestamise lihtsustamiseks on keelatud (lubatud on vesi või vees lahustuv seep - soovituslik suruõhuga testimisel).
5. Toru liitmikku sisestamise sügavuse markeering
Saavutamaks ühenduse õiget tugevust on vaja säilitada toru liitmikku sisestamise õiget sügavust A. Pärast toru liitmikku sisestamist nii kaugele, kui see läheb, märkige markeriga vajalik sisestuspikkus torule (või muhvita otsaga liitmikule). Pärast pressimist peab markeering olema liitmiku ääre kõrval nähtav Sisestussügavuse määramiseks kasutatakse ka spetsiaalseid malle, ilma, et seda tuleks liitmikuga võrrelda. Mitme ühenduse samaaegse kokkupaneku puhul (torude liitmikesse sisestamise põhimõttel), ette igale järgmist ühendust pressides, tuleb sisestussügavust kontrollida, vaadates markeriga torudele tehtud märke.
6. Liitmike pressimine
Enne pressimisprotsessi käivitamist kontrollige tööriistade tõhusust. Soovitatakse kasutada süsteemiga KAN-therm Copper kaasasolevaid tööriistu ja klambreid.
Valige alati õige lõua suurus vastava liiduse diameetri tarbeks. Lõuad tuleb liitmikule panna sellisel viisil, et neile tehtud süvend katab täpselt ala, milles O-rõngastihend liitmikus paikneb (liitmiku kumer osa). Kui presstangid on käivitatud, on pressimisprotsess automaatne ja seda ei saa katkestada. Juhul kui pressimisprotsess katkestatakse mingil põhjusel, tuleb ühendus lahti võtta (välja lõigata) ning teha uus õigel viisil.
Kui paigaldajal on presstangid ja klambrid, mis ei ole tarnitud koos süsteemiga KAN-therm Copper, tuleb nende kasutatavust kooskõlastada ettevõttega KAN-therm.
7. 42-108 mm diameetriga liitmike pressimine. Tööriistade ettevalmistamine
Suuremate diameetrite puhul (42 mm, 54 mm, 66,7 mm, 76.1 mm, 88,9 mm, 108 mm) kasutatakse erilisi neljaosalisi pealekinnitatavaid lõugu.
Lahtiolevad lõuad tuleb paigaldada liitmikule. Lõugadel on spetsiaalne soon, millesse tuleb paigutada liitmiku eenduv osa (vt O-rõngastihendi asukohta).
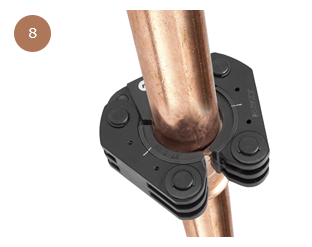
8. . Kui lõuad on õigel viisil liitmikule paigutatud, on nad valmis presstööriistaga ühendamiseks.
9. ultraPRESStööriista ühilduvus lõugadega
Tööriist tuleb ühendada lõugadega eelpaigaldatud, sobiva adapteriga. Oluline on tagada, et tööriist on ühendatud lõugadega vastavalt tööriistaga kaasasolevatele juhenditele.
Lõugadega presstangid võib ühenduse lõplikuks pressimiseks käivitada.
10. ultraPRESSimine
Kui presstangid on käivitatud, ei saa pressimisprotsessi katkestada. Juhul kui pressimisprotsess katkestatakse mingil põhjusel, tuleb ühendus lahti võtta (välja lõigata) ning teha uus õigel viisil. Pärast pressimist naaseb tööriist automaatselt algsesse asendisse. ultraPRESStangide (adapteri) varred tuleb siis lõugadest välja tõmmata. Lõugade liitmikult eemaldamiseks tuleb see uuesti avada (kui diameeter on 42-108 mm), ning siis lahti võtta. Lõugu tuleb hoida kohvrites suletud asendis.
Paigalduskaugused
Vasktorud mille kasutamine on lubatud süsteemiga KAN-therm Copper
| Ø [mm] | A [mm] | dmin [mm] |
| 12 | 17 | 10 |
| 15 | 20 | 10 |
| 18 | 20 | 10 |
| 18 | 20 | 10 |
| 22 | 21 | 10 |
| 28 | 23 | 10 |
| 35 | 26 | 10 |
| 42 | 30 | 20 |
| 54 | 35 | 20 |
| 66,7 | 50 | 30 |
| 76,1 | 50 | 55 |
| 88,9 | 64 | 65 |
| 108 | 64 | 80 |