





















- Tootevalik
- Tootevalik
- Süsteemide liigid
- New! System KAN-therm ultraLINE
- System KAN-therm Push
- System KAN-therm ultraPRESS
- System KAN-therm PP
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm Football
- KAN-therm Roostevaba kollektorid InoxFlow
- KAN-therm Paigalduskapid Slim&Slim+
- Torusüsteemide liigid
- Kalkulaatorid
- KAN-therm automaatika
- Lae alla
- Kvaliteedigarantii
- Teostused
- Meist
- Kontakt






Liitmise tehnika
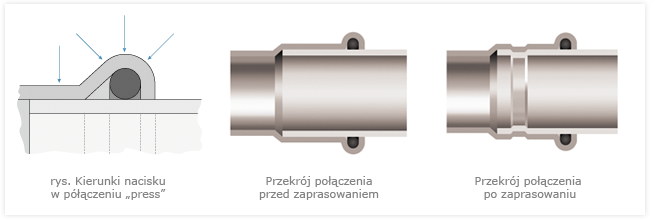
Süsteem KAN-therm Steel Sprinkler põhineb pressühenduste „ultraPRESS” tegemise tehnikal, kasutades „M” tüüpi profiili.
See võimaldab:
- kolmetasapinnalisse surve O-rõngale, kindlustades selle vajaliku deformatsiooni ja toru pinnale liibumise, ruumi,
-
milles paikneb O-rõngas, täieliku sulgemise, tänu liitmiku ääre kinnitamisele toru pealispinnale, mis aitab välistada mustuse sattumist liitmiku sisse ja kujutab endast ühtlasi tihenduse loomulikku mehaanilist kaitset ja ühenduse mehaanilist tugevdamist ning tihenduse seisundi kontrollimise võimalust tänu sellele, et O-rõnga pesa paikneb liitmiku ääre juures.
1. Torud tuleb lõigata telje suunas risti torulõikuriga. Lubatud on ka teiste töövahendite – nagu käsisaed ja süsinikterase lõikamiseks ette nähtud elektrisaed – kasutamine, tingimusel, et lõige tehakse ristisuunaliselt ega kahjustata lõigatavaid ääri. Ei ole lubatud osaliselt lahtilõigatud toru äärte murdmine. Lõikamiseks ei tohiks kasutada põleteid ega lõikekettaid. Lõike pikkuse mõõtmisel tuleb arvestada toru liitmikku sisse lükatava osa pikkusega.


2. Kasutades käsi- või elektrilist faasilõikurit (suuremate läbimõõtude korral kasutatakse poolümarat viili terase jaoks), tuleb faasida toru lõigatud otsa väljast- ja seestpoolt ja eemaldada kõik metallipuru, mis võiks kahjustada O-rõngast paigaldamise ajal. Toru pinnal ja sees olev viilipuru, mis võiks suurendada punktkorrosiooni tekke ohtu, tuleb eemaldada.


3. Toruliideste piisava vastupidavuse saamiseks on vaja järgida toru vastavat sisestamise sügavust presstootesse. Nõutud sisestamise sügavus tuleb märkida torule (või nippelotsikuga pressliitmikul ) markeriga. Pärast pressimise sooritamist peaks märgistus olema nähtav kohe liitmiku ääre juures.

4. Enne paigaldamist tuleb kontrollida O-rõnga paiknemist ja selle seisundit presstootes. Tuleb ka veenduda, et ei oleks viilipuru ja muid jääke torul või liitmikul, mis võiks toru sisestamisel O-rõngast kahjustada. Tuleb ka veenduda, et kaugus kõrguti asetsevate presstoodete vahel poleks lubatust väiksem.

5. Enne pressimist tuleb toru lükata liitmikusse piki telge kuni märgitud sügavuseni (lubatud on kerge keeramine). Õlide, määrete ja rasvade kasutamine toru lükkamise kergendamiseks on keelatud (lubatud on kasutada vett või seebilahust – soovitatakse kasutada suruõhuga surveproovi korral). Juhul, kui paigaldate üheaegselt mitu ühendust (torude lükkamisega liitmikutesse), tuleb enne iga järgmise liitmiku pressimist kontrollida toru sisestamise sügavust, jälgides markeriga tehtud märgistusi torul
6. Enne pressimisprotsessi tuleks veenduda tööriistade korrasolekus (töökõlblikkuses). Soovitatav on kasutada Süsteemi KAN-therm presse ja presspeasid. Alati on vajalik eelnevalt valida sobiv lõugade suurus vastavalt teostatava toruliite diameetrile. ultraPRESSlõuad tuleks panna liitmikule nii, et nende pressimisprofiil haaraks täpselt O-rõnga paigutust presstootel (presstoote kumerat osa). Pärast pressi käivitamist teostub pressimisprotsess automaatselt ja seda ei saa peatada. Kui mingil põhjusel pressimisprotsess katkeb, tuleb ühendus lahti monteerida (välja lõigata) ja teostada uus, korrektne ühendus.

6.1. Kolme suurima diameetri (64, 76,1; 88,9; 108) pressimiseks kasutatakse spetsiaalseid 4-elemendilisi presslõugasid ja Klauke või Novopress pressi. Pärast presstangidide võtmist kohvrist tuleb nad lahti lukustada, eemaldades spetsiaalse lukustava tihvti ja seejärel avada.

6.2. Avatud presstangid tuleb panna presstoote ümber. ultraPRESStangidel on spetsiaalne soon, mis on vaja kokku sobitada presstoote äärikuga. Tähelepanu: Tabel presstangide suuruse markeeringuga (vt. joonist) peab asuma alati toru poolel.

6.3. Pärast presstangide õiget paigutamist presstootele tuleb nad uuesti fikseerida, surudes maksimaalselt kinni lukustava tihvti. ultraPRESStangid on valmis pressiga ühendamiseks.

6.4. ultraPRESS peab olema ühendatud presstangidega nii, nagu on näidatud joonisel. Tingimata tuleb kontrollida, et pressi kinni suruvad õlad oleksid lõpuni sisestatud presslõugadesse. Maksimaalse sisestamise piir on märgitud seadme õlgadel. Selliselt ühendatud pressi võib käivitada toruliidese täielikuks pressimiseks.

6.5. Pärast pressi käivitamist toimub pressimisprotsess automaatselt ja seda ei saa peatada. Kui mingil põhjusel pressimisprotsess katkeb, tuleb ühendus lahti monteerida (välja lõigata) ja teostada uus ühendus korrektselt. Pärast pressimisprotsessi lõppemist läheb press automaatselt algasendisse tagasi. Siis tuleb eemaldada pressi õlad lõugadest. ultraPRESSlõugade eemaldamiseks presstootelt tuleb nad uuesti lahti lukustada, võttes välja lukustava tihvti ja avada presslõuad. ultraPRESSlõugu tuleb hoida kohvrites lukustatult, st. lukustava tihvtiga fikseeritult.
